整體式孔口去毛刺倒角刀
SV-BO去毛刺倒角刀具是一款單次工序中去除平面或曲面上孔口正反面毛刺刀具
其簡單的設(shè)計原理使得無需翻轉(zhuǎn)工件或主軸停轉(zhuǎn)即可完成正反孔口的毛刺去除工作。
其主要用在大批量零件生產(chǎn)中的CNC機床上。當(dāng)然也可用于手工和臺鉆搖臂鉆的去毛刺使用。
SV-BO標(biāo)準(zhǔn)刀具的范圍是D0.8mm至10 mm.對于大于10mm的孔去毛刺,我們推薦使用SV-BW去毛刺刀具。也可非標(biāo)定制大規(guī)格SV-BO系列刀具。
刀具特點
刀具依靠材料的塑性變形完成過孔
上下刃口中間過渡圓滑,保證了刀具過孔不會刮傷孔壁(粗糙度Ra0.8以下會有輕微痕跡)。
M42高速鋼熱處理硬度63HRC,有效保證了刀具刃口的耐磨性及整體的韌性。
刀具描述
SV-BO正反去毛刺倒角刀分為3類,不等柄單刃-主要針對0.8mm至2.8mm的小孔,等柄單刃-主要針對2.8mm至5.56mm的孔,等柄雙刃-主要針對5.56mm至10.31mm的孔。
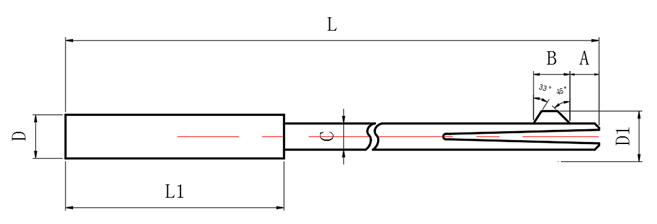
去毛刺倒角刀-不等柄單刃
結(jié)構(gòu)簡圖
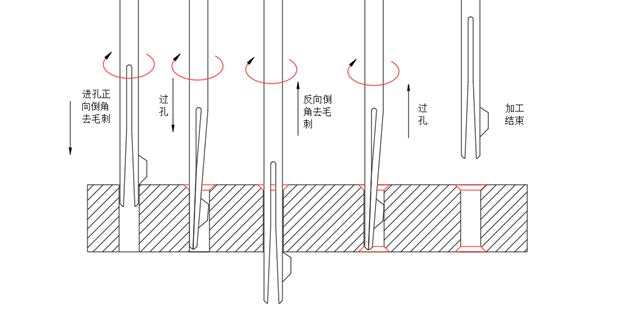
倒角過程
規(guī)格表
型號 | 可加工孔徑范圍 | L | L1 | D | C | A | B | D1 | 推薦轉(zhuǎn)速rpm |
SV-BO-0.8 | 0.8-0.9 | 45 | 15 | 3 | 0.7 | 1 | 1.5 | 1.4 | 1800 |
SV-BO-0.9 | 0.9-1.0 | 45 | 15 | 3 | 0.8 | 1 | 1.5 | 1.6 | 1800 |
SV-BO-1.0 | 1.0-1.1 | 45 | 15 | 3 | 0.9 | 1 | 1.5 | 1.8 | 1800 |
SV-BO-1.1 | 1.1-1.2 | 45 | 15 | 3 | 1.0 | 1 | 1.5 | 2 | 1800 |
SV-BO-1.2 | 1.2-1.3 | 45 | 15 | 3 | 1.1 | 1 | 1.5 | 2.2 | 1800 |
SV-BO-1.3 | 1.3-1.4 | 45 | 15 | 3 | 1.2 | 1 | 1.5 | 2.4 | 1800 |
SV-BO-1.4 | 1.4-1.5 | 45 | 15 | 3 | 1.3 | 1 | 1.5 | 2.6 | 1800 |
SV-BO-1.5 | 1.5-1.6 | 50 | 15 | 3 | 1.4 | 2 | 2.5 | 2.8 | 1500 |
SV-BO-1.6 | 1.6-1.7 | 50 | 15 | 3 | 1.5 | 2 | 2.5 | 3 | 1500 |
SV-BO-1.7 | 1.7-1.8 | 50 | 15 | 3 | 1.6 | 2 | 2.5 | 3.2 | 1500 |
SV-BO-1.8 | 1.8-1.9 | 50 | 15 | 3 | 1.7 | 2 | 2.5 | 3.4 | 1500 |
SV-BO-1.9 | 1.9-2.0 | 50 | 15 | 3 | 1.8 | 2 | 2.5 | 3.5 | 1500 |
SV-BO-2 | 2.0-2.2 | 50 | 15 | 3 | 1.9 | 2 | 2.5 | 3.7 | 1500 |
SV-BO-4 | 2.2-2.4 | 50 | 15 | 3 | 2.1 | 2 | 2.5 | 4.2 | 1500 |
SV-BO-5 | 2.4-2.6 | 50 | 15 | 3 | 2.3 | 2 | 2.5 | 4.6 | 1500 |
SV-BO-6 | 2.6-2.8 | 50 | 15 | 3 | 2.5 | 2 | 2.5 | 4.9 | 1500 |
推薦進給F=0.05-0.2mm/rpm
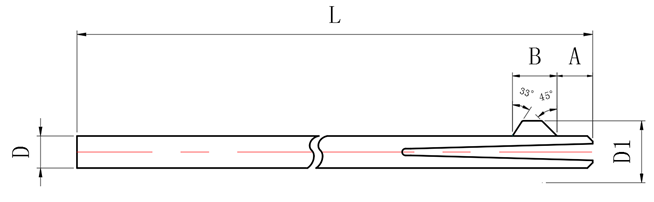
去毛刺倒角刀-單刃
結(jié)構(gòu)簡圖
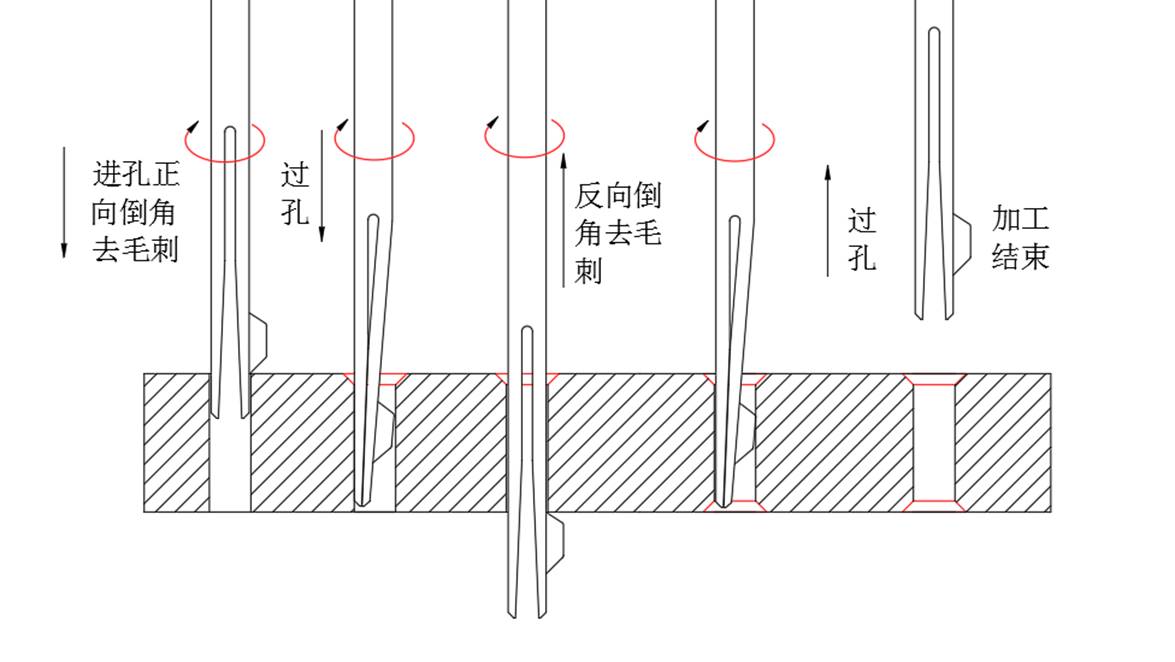
倒角過程
規(guī)格表
型號 | 可加工孔徑范圍 | L | D | A | B | D1 | 推薦轉(zhuǎn)速rpm |
SV-BO-7 | 2.8-3.18 | 101.6 | 2.75 | 3.18 | 4.45 | 5.26 | 1200 |
SV-BO-8 | 3.18-3.55 | 101.6 | 3.15 | 3.18 | 4.45 | 5.54 | 1200 |
SV-BO-9 | 3.55-3.96 | 101.6 | 3.58 | 3.18 | 4.45 | 5.9 | 1200 |
SV-BO-10 | 3.96-4.36 | 101.6 | 3.9 | 3.18 | 4.45 | 7.18 | 1200 |
SV-BO-11 | 4.36-4.74 | 101.6 | 4.34 | 3.18 | 4.45 | 7.54 | 1200 |
SV-BO-12 | 4.74-5.15 | 101.6 | 4.72 | 3.18 | 6.22 | 7.98 | 1200 |
SV-BO-13 | 5.15-5.56 | 101.6 | 5.13 | 3.18 | 6.22 | 8.44 | 1200 |
推薦進給F=0.05-0.2mm/rpm
去毛刺倒角刀-雙刃
結(jié)構(gòu)簡圖
倒角過程
規(guī)格表
型號 | 可加工孔徑范圍 | L | D | A | B | D1 | 推薦轉(zhuǎn)速rpm |
SV-BO-14 | 5.56-5.94 | 101.6 | 5.54 | 6.48 | 6.22 | 10.3 | 800-1000 |
SV-BO-15 | 5.94-6.35 | 101.6 | 5.92 | 6.48 | 6.22 | 10.74 | 800-1000 |
SV-BO-16 | 6.35-6.75 | 101.6 | 6.32 | 6.48 | 6.22 | 11.1 | 800-1000 |
SV-BO-17 | 6.75-7.13 | 101.6 | 6.73 | 6.48 | 6.22 | 11.52 | 800-1000 |
SV-BO-18 | 7.13-7.54 | 101.6 | 7.11 | 6.48 | 6.22 | 11.96 | 800-1000 |
SV-BO-19 | 7.54-7.95 | 101.6 | 7.52 | 6.48 | 6.22 | 12.3 | 800-1000 |
SV-BO-20 | 7.95-8.33 | 101.6 | 7.92 | 7.24 | 6.48 | 12.7 | 800-1000 |
SV-BO-21 | 8.33-8.71 | 101.6 | 8.31 | 7.24 | 6.48 | 13.14 | 800-1000 |
SV-BO-22 | 8.71-9.11 | 101.6 | 8.69 | 7.24 | 6.48 | 13.52 | 800-1000 |
SV-BO-23 | 9.11-9.52 | 101.6 | 9.09 | 7.24 | 6.48 | 13.94 | 800-1000 |
SV-BO-24 | 9.52-9.9 | 112.7 | 9.5 | 8 | 6.48 | 15.9 | 800-1000 |
SV-BO-25 | 9.9-10.31 | 112.7 | 9.88 | 8 | 6.48 | 16.28 | 600 |
推薦進給F=0.05-0.2mm/rpm
刀具使用步驟
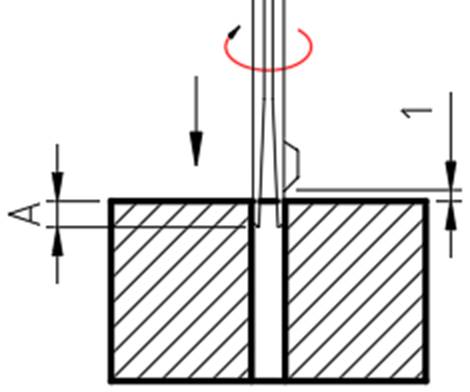
1.快速將刀具移動至工件孔口上方,可以參考刀桿端面離孔口距離A
|
|
2.以工進的方式向前加工至刀桿端部離開孔口距離為B的位置(確保刀片已完全收入刀體)
|
|
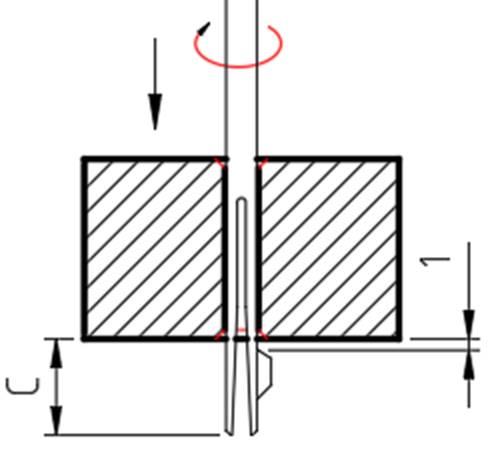
3.快速過孔至刀桿端部到孔背面距離等于C,使刀片能完全伸出
|
|
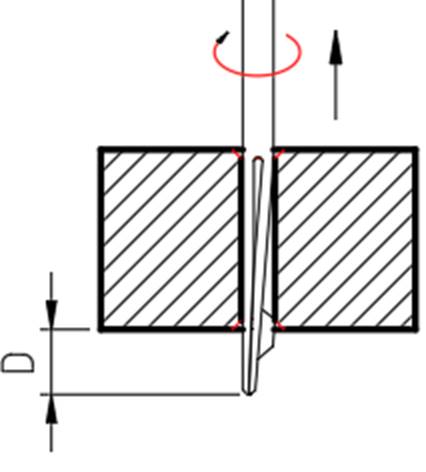
4.反向工進去除背面毛刺,直至進給到刀桿端面離開孔背面距離為D的位置,隨后刀具可快速移出孔內(nèi)
|
|
注意:當(dāng)孔口為曲面時,編程時請考慮不平整值X。(即把X作為工件材料的一部分)
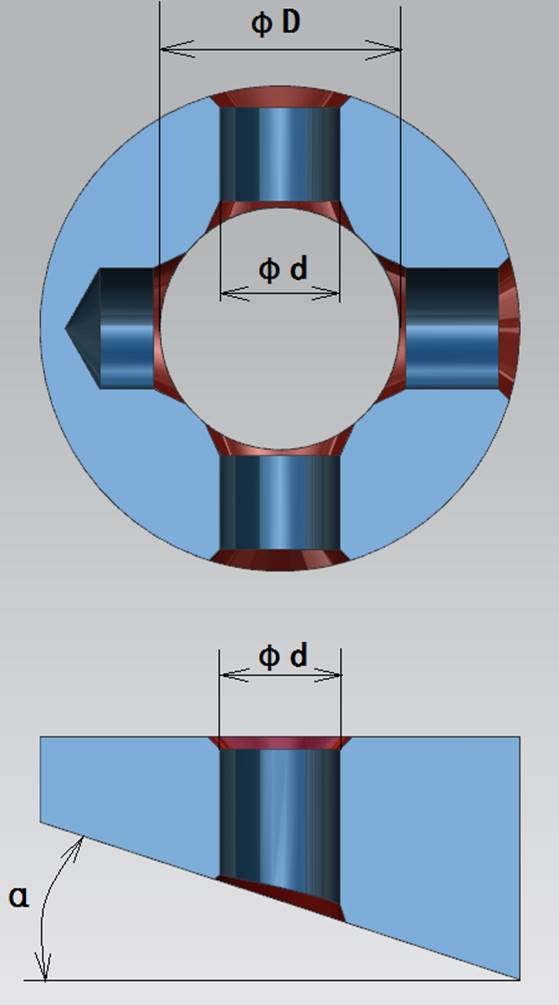
6 可加工斜率
SV-BO正反孔口去毛刺刀具對孔徑比有要求,最大孔徑比(d:D)約為0.5。其相當(dāng)于基孔所在的斜面的角度在15?以內(nèi)。 如果基孔和主孔的孔徑比(d:D)大于0.5,表示其斜度大于15?,我們只能修改刀片主偏角和后角來實現(xiàn)(需要測試能否滿足客戶要求) 當(dāng)加工如圖貫穿孔的時候,主軸轉(zhuǎn)速需要降低,進給保持不變。
|
|
7 去毛刺倒角過程中產(chǎn)生的問題解決
故障現(xiàn)象 | 產(chǎn)生原因 | 解決方案 |
孔口正反倒角尺寸不一致 | u 前向和后向的進給量不一致 u 前后毛刺厚度不一致 | ? 可以在倒角過小的一側(cè)減小進給量 ? 可以在倒角過大的一側(cè)增加進給量 |
倒角沒有被加工出來 | u 刀片太鈍了 u 毛刺太厚 | ? 更換新刀 ? 更換鉆頭 |
倒角尺寸太小,毛刺沒有被去除 | ? 進給量太大 | ? 降低進給 |
倒角尺寸太大 | ? 進給量太小 ? 刀具尺寸選型過大 | ? 可以增加進給速度 ? 選用較小尺寸的刀具 |
倒角不均勻 | u 轉(zhuǎn)速太高 u 小孔與大孔的直徑比過大
| ? 降低轉(zhuǎn)速 ? 過大的孔徑比無法使用SV-BO刀具解決
|
倒角面上出現(xiàn)振紋 | u 工件或者刀片固定強度不夠 u 刀具處于不穩(wěn)定狀態(tài) u 轉(zhuǎn)速太高 | ? 確保工件及刀具都固定穩(wěn)妥 ? 增加刀片進給量 ? 降低轉(zhuǎn)速 |
產(chǎn)生二次毛刺 | u 進給太慢 u 刃口太鈍 | ? 增加進給 ? 更換新刀 |
SV-BO正反去毛刺倒角刀也適用于手動加工,但建議刀具固定夾持在手槍鉆上,移動工件加工:
業(yè)務(wù)咨詢:932174181 媒體合作:2279387437 24小時服務(wù)熱線:15136468001 盤古機械網(wǎng) - 全面、科學(xué)的機械行業(yè)免費發(fā)布信息網(wǎng)站 Copyright 2017 PGJXO.COM 豫ICP備12019803號